熱塑性碳纖維復合材料的感應焊接技術尚處于初級階段
全球經濟下行,國際局勢可能迎來較大的變局,加上低端碳纖維需求飽和,這些因素綜合起來決定了全球碳纖維市場萎縮,但這并不是最終的呈現(xiàn)結果。中高端碳纖維的性能依然是航空航天、醫(yī)療、汽車制造等行業(yè)亟需的材料,另外從環(huán)保角度來看,熱塑性碳纖維復合材料的應用前景較為廣闊。熱塑性碳纖維可多次重塑,加工過程可智能化操控,未來飛機、航天器等工業(yè)零部件會以此為基材。想要將熱塑性碳纖維零部件發(fā)揮出更好的效果,除了定制化生產外,還應該具備成型后可加工的功能,如焊接等,本文將介紹熱塑性碳纖維工業(yè)零部件的焊接知識,尤其是感應焊接的相關內容。
熱塑性碳纖維復合材料焊接的5種方式介紹
與熱固性復合材料不同,熱塑性復合材料在成型完成后依舊可以熔融,二次熔融并施壓的方法實現(xiàn)熱塑性碳纖維零件的連接,這個步驟就可以認為是焊接。目前,熱塑性碳纖維復合材料常用的焊接技術有熱氣、電阻、超聲、感應和激光焊接,每種焊接方式都存在一定的優(yōu)勢和劣勢,需要根據(jù)不同的場景和需求來選擇使用。
1、熱氣焊:
描述:熱氣焊接使用熱氣流(通常是氮氣)來熔化和熔合接頭處的熱塑性材料。
工藝:用熱氣體加熱材料表面,并施加壓力將它們連接在一起。
優(yōu)點:溫度和壓力控制精確,適合各種熱塑性復合材料。
注意事項:必須小心防止過度加熱和損壞碳纖維。

2、電阻焊:
描述:電阻焊涉及使電流穿過材料,在接頭處產生熱量。
過程:將兩個組件壓在一起,電流通過接頭,產生局部加熱。
優(yōu)點:過程快速,適合大型結構,可實現(xiàn)自動化。
注意事項:要求材料具有足夠的導電性,可能會導致局部過熱。
3、超聲波焊接:
描述:超聲波焊接采用高頻振動在接頭處產生熱量,從而熔化和熔合熱塑性材料。
工藝:將超聲波振動施加到接合界面,引起局部加熱和粘合。
優(yōu)點:加工速度快,適用于小型和復雜的零件,對周圍區(qū)域的熱影響最小。
注意事項:適當?shù)念l率和振幅設置至關重要,并且可能并不適合所有熱塑性復合材料。

4、感應焊接:
描述:感應焊接利用電磁感應來加熱接頭處的熱塑性材料。
工藝:感應線圈在材料中感應熱量,形成用于焊接的局部熔化區(qū)。
優(yōu)點:熱量控制精確,適合大型結構,對周圍區(qū)域影響最小。
注意事項:需要材料具有足夠的導電性,不普遍適用。
5、激光焊接:
描述:激光焊接使用高度聚焦的激光束加熱并熔化接頭處的材料,在冷卻時形成熔合。
工藝:激光束被引導到接合界面,在那里它快速加熱熱塑性材料。然后將組件壓在一起,在凝固時形成焊縫。
優(yōu)點:激光焊接提供高精度和對熱輸入的控制,焊接速度相對較快,適合大批量生產,焊接產生的熱影響區(qū)最小,保留材料特性,污染風險較小。
注意事項:激光焊接時,需要小心保護碳纖維免受過熱,以防止損壞。

熱塑性碳纖維感應焊接技術成熟,利好航空航天領域
感應焊接技術特別適合于碳纖維增強的熱塑性復合材料結構件的焊接。因為碳纖維可導電,能在交變磁場中感應產生渦流而發(fā)熱,因此焊接碳纖維增強的熱塑性復合材料時無需引入額外的感應材料。
隨著航空熱塑性復合材料制造技術成熟度增加,制造成本降低,其在航空制造技術領域的應用將會顯著提高。而航空部件結構復雜,需要將簡單部件通過連接技術組裝成為一個整體。因此,發(fā)展感應焊接在內的航空熱塑性復合材料焊接技術成為現(xiàn)階段先進飛機制造技術研究的迫切需求,也將是未來一項長期的任務。
目前熱塑性碳纖維的感應焊機技術存在成熟度不高、尚未進入工程樣機和實際產品應用階段等問題。不過在民用飛機熱塑性復合材料的感應焊接方面,國外的應用研究也起步不久,各項關鍵技術均待突破,各國技術差距并不十分明顯。因此我國才更應該加快開展和加強該方面的開發(fā)應用工作,縮短與國外在飛機先進材料和制造技術上的差距。只有真正的掌握核心技術,才能利好國內的航空航天產業(yè)。
國內針對熱塑性CF/PPS復合材料感應焊接的研究進展
有研究團隊采用定點焊的方式研究了焊接功率及時間對單搭接剪切強度(LSS)的影響,并探索了不同植入層用于CF/PPS熱塑性復合材料感應焊接的可行性。研究發(fā)現(xiàn),焊接功率太大、時間太長會引起樣品溫度過高,而使樹脂基體發(fā)生交聯(lián)、氧化、降解等失效的化學反應,降低焊接接頭乃至復合材料內部的力學性能。
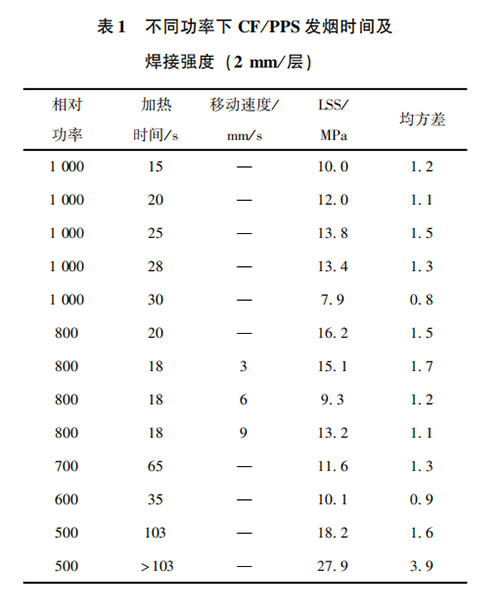
1、CF/PPS復合材料感應焊接的最長時間數(shù)據(jù)
實驗結果表明,當相對功率為400~800范圍內,中間層的升溫速率最高。隨著相對功率的升高,升溫速率越快,發(fā)煙時間越早。當時間超過一定值時,總會在板材中間出現(xiàn)冒煙的情況。冒煙情況的出現(xiàn)不外乎樹脂的降解或內部殘留小分子的揮發(fā),這些均會影響焊接效果和兩塊板材的粘結性能,因此需要避免這種情況的出現(xiàn)。
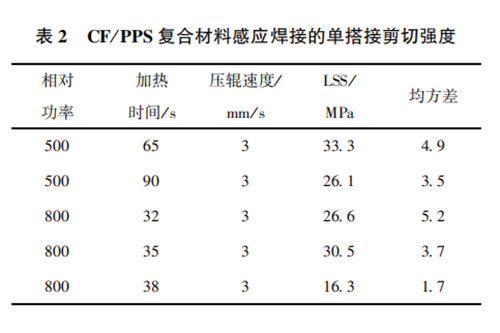
2、焊接功率及時間對剪切強度(LSS)的影響
對兩塊CF/PPS復合材料進行感應焊接,焊接方式為定點焊,加熱后使用輥壓進行加壓,測試所得的單搭接剪切強度結果。結果表明,在感應焊接過程中,因為焊接時間較短,樹脂外流現(xiàn)象不嚴重,使其焊接面保有一定量的樹脂。在相對功率為500時,加熱時間在65s時剪切強度(LSS)值最大,表明加熱時間不宜過短也不宜過長。
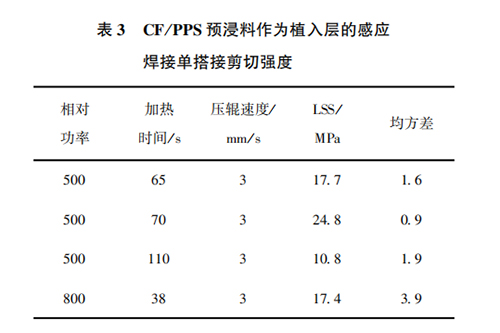
3、植入層對剪切強度(LSS)的影響
使用兩塊CF/PPS復合材料,外加與復合材料同等形式(同樣原材料、織物形式、纖維體積含量等)的CF/PPS預浸料作為植入層定點焊接。結果表明,加入植入層后總體上剪切強度(LSS)下降了,有可能是因為植入層限制了熱的產生與傳導,但是最高也能達到24.8MPa。
熱塑性碳纖維零部件的感應焊接技術想要達到成熟的階段還需要大量的研究和總結,同樣國內的熱塑性碳纖維產業(yè)的進步亦是如此。目前國內能夠獨立完成熱塑性碳纖維復合材料制備的企業(yè)或機構并不多,可能尚未超過10家,還需要更多的機構、高校和企業(yè)參與進來。智上新材料作為其中一家,我們認為想要國內碳纖維產業(yè)提升至國際先進水平,不僅要在碳纖維原絲階段下功夫,同樣還要再復合材料制備階段做出更多努力,另外對應下游的技術儲備同樣重要,這樣才能讓熱塑性碳纖維復合材料在不同行業(yè)發(fā)光發(fā)熱。