現(xiàn)階段可實操的5種熱塑性碳纖維復合材料成型工藝
熱塑性碳纖維復合材料是指由碳纖維與熱塑性樹脂融合后形成的產物,不同形態(tài)的碳纖維和不同類型的熱塑性樹脂的融合難度存在巨大差異,融合后的性能差距也存在較大的區(qū)別。當下以連續(xù)碳纖維與熱塑性聚醚醚酮樹脂形成的復合材料的性能較出色,且該復合材料的制備具備批量生產的可能。
熱塑性碳纖維復合材料從理論到實踐的過程中,制備復合材料是難度較高的一個環(huán)節(jié),而另外一個環(huán)節(jié)是如果將復合材料較為簡便的制成各種外形的零部件,同時保持物理結構上的完整與機械性能上的優(yōu)勢。想要解決以上2個環(huán)節(jié)存在的問題,不僅需要理論研究,而且實踐測試必不可少,現(xiàn)階段有哪些被證實可行的加工成型方案?智上新材料帶大家了解一下。
現(xiàn)階段可實操的5種熱塑性碳纖維復合材料成型工藝
1、熔融浸漬成型
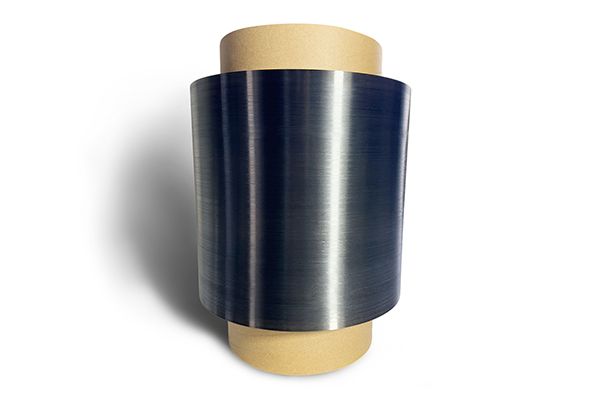
熔融浸漬是制備結晶性聚合物浸漬帶的最佳選擇,從熔融浸漬裝置的喂絲架引出單向、平行、固定張力的纖維絲束,送入熔融浸漬槽中浸漬熱塑性樹脂,經過高溫爐和熱壓輥壓制成預浸帶后,由收卷系統(tǒng)繞成卷。熔融浸漬工藝的核心是讓纖維束最大程度地分散,并使得纖維束內部得到充分浸潤。
在該方法中,達到熔融狀態(tài)的樹脂在一定壓力下對處于分散狀態(tài)的纖維束進行浸漬,理想狀態(tài)下纖維束內部將得到充分浸潤,最后冷卻得到預浸料或預浸纖維條。熔融浸漬工藝簡單,過程中基本不產生揮發(fā)性氣體,同時能精確地控制預浸料的纖維含量;但在高黏度樹脂體系下浸漬效果不佳,纖維展開分散較為不易。
實驗發(fā)現(xiàn),將碳纖維穿過自行設計并安裝于單螺桿擠出機上的浸漬機頭后,向進料斗加入與抗氧劑混合后的PA66樹脂,進行熔融塑化,從而對連續(xù)碳纖維進行包覆、浸漬,制得不同碳纖維含量的CF/PA66預浸料單向帶。

2、擠出-注射成型
目前短切碳纖維(SCF)復合材料成型工藝以擠出-注射成型為主。在成型過程中,短切碳纖維復合材料熔體的流變性能主要受到加工溫度和剪切應力的影響。加工溫度低于臨界值時,熔體的表觀黏度隨加工溫度升高而降低;超過臨界值時,表觀黏度不再隨加工溫度發(fā)生明顯變化,顯示出牛頓流體的特性,此時適宜復合材料的成型與加工。切主要影響熔體的黏流活化能,剪切應力越小,黏流活化能越大。
將PA66、集束性短切碳纖維、相容劑、耐磨助劑、抗氧劑等加入到高速混合機中,在室溫下混合;再將混合好的原料通過雙螺桿擠出機熔融共混、擠出,經水冷、干燥后進行切粒;將制備好的粒料烘干后,通過注射成型制得了集束性SCF增強PA66復合材料。
3、模壓成型
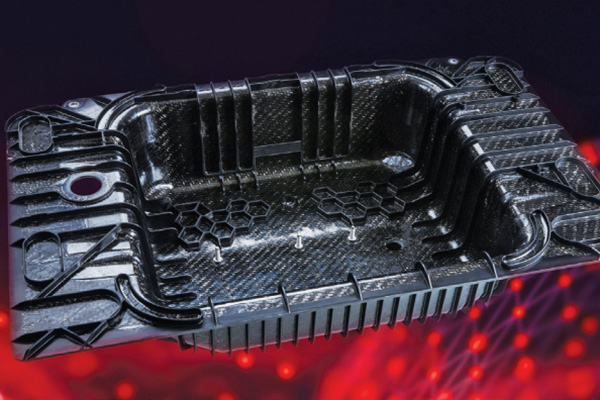
模壓成型是將裁好的熱塑性碳纖維復合材料預浸料片材或含有碳纖維的混合坯料放入模具中,隨后將熱塑性樹脂加熱到熔點或黏流溫度以上,使樹脂熔融、流動、浸漬和包裹增強纖維,并通過界面緊密地結合在一起,最后冷卻定形的一種成型方法。該方法具有操作簡單、生產效率高、能耗及成本均較低等優(yōu)點。
實驗發(fā)現(xiàn),采用連續(xù)碳纖維增強熱塑性復合材料可直接在線模壓成型,工藝特點是全過程熔體只加熱一次,保留了連續(xù)碳纖維的形態(tài)下直接成型,最大程度地保留了碳纖維在產品中的長度,而且生產效率高、產品成型容易、生產成本較低,未來可生產汽車用發(fā)動機閥蓋、腳踏板、齒輪罩蓋等對尺寸及性能要求嚴格的零部件。

4、3D打印成型
3D打印成型技術具有設計自由、可以直接快速打印傳統(tǒng)方法難以打印的復雜構件的優(yōu)勢。熔融沉積成型(FDM)是一種簡單的3D打印工藝,它通過加熱擠出頭的熔融塑料纖維,并將熔料鋪疊在平臺的單層上,每個鋪層都與前一個鋪層互相粘接,最終冷卻硬化成型。使用FDM打印的模型精確、工藝可靠;但是在打印形狀凸出的模型時,則需要額外的支撐結構,否則會很容易塌陷或者斷裂。
3D打印成型對復合材料的利用率高,能夠做到較高的精度和復雜程度,可以打印傳統(tǒng)方法難以打印的復雜構件,而且它從數(shù)據(jù)模型到構件成型的時間短,適合新產品的開發(fā)和小批量零件的生產。
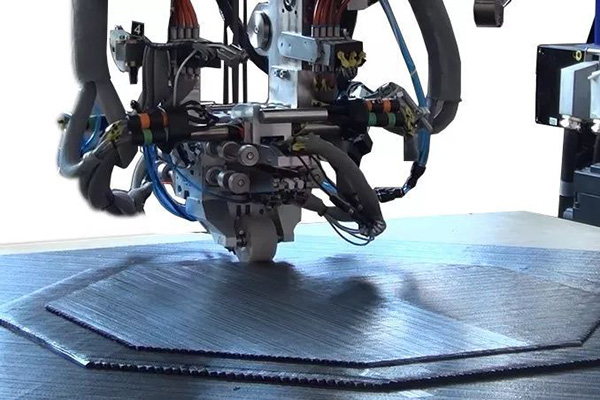
5、自動鋪放成型
自動鋪帶技術是一種增材制造工藝,通過帶有特殊加熱裝置的鋪絲或鋪帶設備進行定位、鋪疊和原位固化,在構件厚度方向上逐層增加,最終達到設計的尺寸、完成零件的制造。該技術多用于航空航天領域,適合生產復雜形狀雙曲面構件。這種成型工藝具有生產效率高、自動化程度高、易于數(shù)字化設計等優(yōu)點。
自動鋪帶系統(tǒng)通常由預浸料供料盤、自動鋪帶頭、構件模具、數(shù)控系統(tǒng)、計算機輔助設計(CAD)軟件等組成。系統(tǒng)工作時,將復合材料預浸帶放入鋪帶頭中,由多軸機械臂控制鋪帶位置,一組滾輪將預浸帶導出,經過工藝加熱后在壓輥的作用下鋪放到模具上或上一層已鋪好的材料上,最后由切割刀將預浸帶切斷,這樣就完成了一次鋪帶。
與手工鋪疊成型相比,自動鋪放成型效率明顯提高、廢料量更少、尺寸精度更高、內應力更低,是未來大型構件制造的發(fā)展方向。
碳纖維復合材料成型工藝的改進過程,貫穿整個碳纖維產業(yè)的發(fā)展。不管是當下主流的熱固性碳纖維,還是未來具備較大潛力的熱塑性碳纖維,都會因為成型工藝的改善,從而得到產能和性能強度的提升。隨著對碳纖維復合材料研究的深入,更智能化的成型工藝必然會出現(xiàn),碳纖維產業(yè)的發(fā)展終將迎來更好的明天,智上新材料始終堅信這一點。